WE ARE ANSWER OF ADVANCE AUTOMATION
|

FEEDMILL -BATCHING -MIXER(VIETNAM)
|
ออกแบบ จำหน่าย และรับติดตั้ง แก้ไข ระบบเครื่องจักรอัตโนมัติ ด้วยวิศวกรประสบการณ์สายตรงทางด้านนี้โดยเฉพาะ
- PLC : Honeywell,HC900,Edge,Master Logic, Siemens : S5, S7 , Modicon, Allen Bradley, Wago, Fatek, Mitsubishi
- DCS : Honeywell - LX , Siemens-PCS7
- SCADA : Experion HS , Intouch , WinCC , FTView
- HMI/MMI : HCIX , Proface , Siemens
- OPC : MatrikonOPC, Kepware , OPCsystem
- Datalogger : GE Proficy Historian, Destop Historical , Smart Logger
- Application : VB-Database , ASP.NET , Web-Database , Recipe Control , Report
|
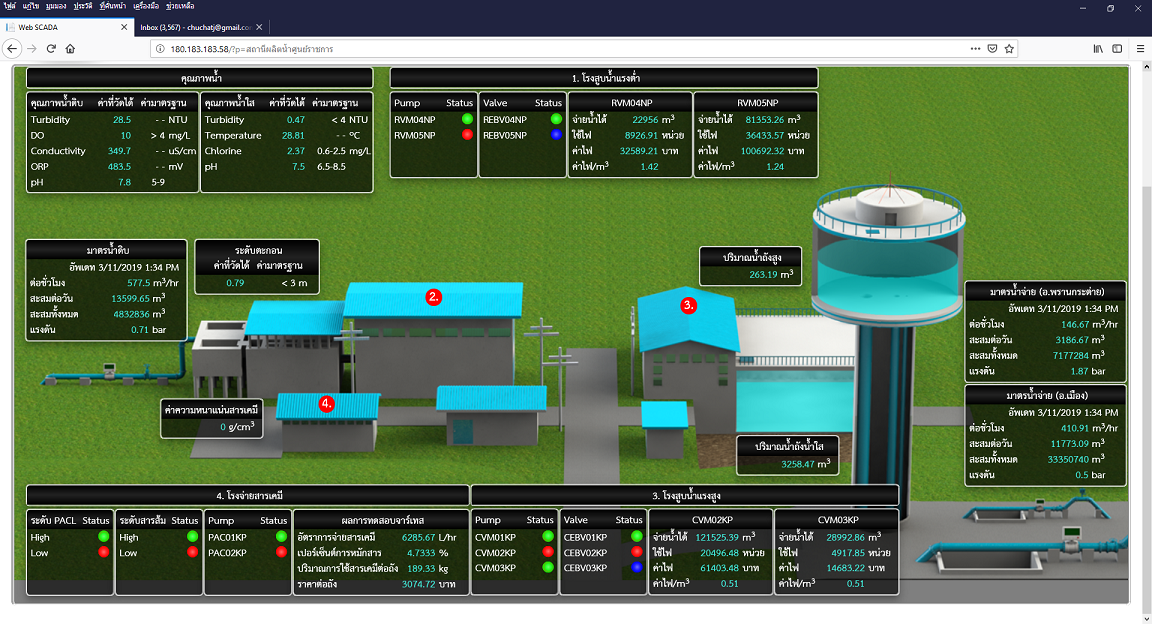
Example : Web Monitoring
|
|
JTEC เปิดรับสมัครพนักงานหลายตำแหน่งดังนี้
Automation Engineer 1-3 ตำแหน่ง
-จบการศึกษาระดับปริญญาตรี คณะวิศวกรรมศาสตร์ระบบควบคุม อิเล็กซ์ทรอนิกส์ หรือคอมพิวเตอร์ (ประสบการณ์ 0-2ปี)
-เพศชาย อายุไม่เกิน 27 ปี
-สามารถเขียนโปรแกรมภาษาซี , VB หรือ Web page Script ติดต่อกับ Database จะได้รับการพิจารณาเป็นพิเศษ
-สามารถเดินทางไปทำงานต่างจังหวัดได้
Technical 2 ตำแหน่ง
-จบการศึกษาระดับ ม.6 ปวส. หรือ ปวช (ประสบการณ์ 0-2ปี)
-เพศชาย อายุไม่เกิน 25 ปี
-สามารถเดินทางไปต่างจังหวัดได้
-สามารถอ่านแบบไฟฟ้า และเดินสายไฟในตู้ควบคุมได้
-ถ้าสามารถเ้ขียนแบบไฟฟ้าโดยใช้ ACAD ได้จะได้รับการพิจารณาเป็นพิเศษ
ผู้สนใจติดต่อตาม email ด้านล่าง
|
|
|

|
ติดต่อ / Contact : ชูชาติ เจริญอุดมผล ( Mr.Chuchat Jaroenudompol )
Mobile : 092-9839555 , 061-5051599 ( 24 hour )
Tel. 022946257 Fax.022946258
Email : This email address is being protected from spambots. You need JavaScript enabled to view it., This email address is being protected from spambots. You need JavaScript enabled to view it.
www.jtec.co.th
|